垃圾制氢:新的赛道已经出现?
2022-04-08 16:50 来源:全球氢能 点击:1273
近期,垃圾制氢一词出现的频次渐渐高了起来,国内外热度趋势渐涨。其实,垃圾制氢在我国并非首次出现。




2019年,我国首个垃圾转化制氢项目就在武汉落地了,收集垃圾焚烧过程产生的氢气并制成氢油。
2021年9月,东方电气集团东方锅炉股份有限公司传出消息,与重庆市潼南区人民政府签订垃圾发电耦合制氢及氢能示范项目合作意向书,这将是国内首个商业化垃圾制氢示范项目。
近日,全球首个“垃圾制氢+碳资源化”绿氢绿炭工厂建成,落地襄阳,该项目是全球首个采用“城市垃圾资源化制沼气-沼气资源化制氢固碳-加氢站”工艺建设的绿氢绿炭工厂示范项目。
那么,垃圾如何实现节能制氢呢?
垃圾制氢简述
垃圾发电耦合制氢,是在处理垃圾的过程中,直接对其进行热解气化,获得氢气。当前,我国原生生活垃圾的平均含水量为50%-60%,不仅增加了企业烟气治理的成本,还降低了发电量。垃圾气化制氢过程中,原生垃圾的含水量不影响物料气化,反而能够帮助提高合成气中有效气的含量。
目前,垃圾处理方式主要是填埋或者焚烧发电,我国城镇生活垃圾焚烧最主要的技术是炉排炉和循环流化床炉焚烧,这类设备具有投资大、运行成本高的特点,多用于规模较大的城镇生活垃圾处理。
垃圾制氢经济效益
在欧洲,垃圾处理公司,每处理一吨废物能赚取15-20欧元。如果从焚烧转向这套垃圾制氢工艺,将带来每吨20欧元至200欧元的利润。
美国加州的Ways2H公司,成立于2019年,正在研发的氢气生产系统,使用的原料垃圾品种很多,木屑、城市垃圾、污水、污泥、医疗垃圾、飞机运营和乘客产生的垃圾,在公司的车间里都能变成氢气,1吨的垃圾可生产出40——50公斤的氢气。
业界普遍认为,垃圾热解气化制氢的成本有望降到20元/千克以下,即与天然气制氢技术成本相当,更有附加价值——每吨氢气将减少20到30吨CO2排放量,可见潜力可期。
具体地,来算笔账。垃圾制氢的经济性评价包括制氢成本、设备折旧、税金、人工以及各项税费、合理利润,目前每千克氢气生产成本在合理的原材料价格和电价的前提下,煤制氢约10元/千克,天然气、石脑油、重油、甲醇制氢约17元/千克,工业副产氢回收提纯约21元/千克,电解水制氢约30元/千克。
在不计算垃圾处理补贴的情况下,采用热解气化制氢技术,合成气净化、制备高纯氢工段氢气的成本为14.94元/千克,气化工段纯氢制造成本为13.8元/千克。因此,生活垃圾制备高纯氢气的总生产成本约28.74元/千克。在计算垃圾处理补贴的情况下,垃圾制氢的成本还会进一步下降。形成规模效应后,垃圾热解气化制氢的成本有望降到20元/千克以下,与天然气制氢技术成本相当。由此可见,生活垃圾热解气化制氢技术很有应用潜力。
另外,相较化石能源制氢,生活垃圾制氢的原料来源更广、碳排放更低,环保效益显著。资料显示,利用垃圾热解气化制氢,每吨氢气减少的二氧化碳排放量约23——31吨。
垃圾制氢,如何进行?
1、等离子体辅助气化
卢森堡科技公司Boson Energy开发了一种等离子体辅助气化过程,该过程利用极高的温度将废物分解成氢、二氧化碳和熔化的泥浆,这些泥浆会凝固成蓝色/灰色的玻璃状岩石。
粗略粉碎的废物进入一个垂直的反应器,由能够产生高达7000°C温度的电动等离子火炬从底部加热。因为反应堆顶部的温度远远低于底部,因此废物在流向底部的过程中会经过不断增加的热区,每个温度区都发挥着自己的重要功能。在最上面的区域,废物被干燥和加热。然后,它向下移动到更热的区域,在那里发生热解(在没有氧气的情况下通过加热分解)。生物可降解物质变成热解气体,是氢、一氧化碳和轻烃(主要是甲烷)的混合物。在下一个区域,剩余的物质——碳和无机材料,被蒸汽气化,所有这些步骤中释放的气体结合成一种氢和一氧化碳的混合物。
然后,离开反应器的气体经过蒸汽重整和水煤气变换过程,将剩余的碳氢化合物和一氧化碳转化为额外的氢气和二氧化碳。最后一步是将合成气分离成氢气和二氧化碳。留下的是少量的剩余气体,由氮、一些二氧化碳和一小部分碳氢化合物组成,用作生产蒸汽的能源。剩下的物质主要是无机灰和矿渣,落入底部的玻璃化室,在那里它被等离子火炬加热到1500-2000°C进入熔融状态。这种类似熔岩的液体被提取出来,冷却成一种惰性的玻璃状物质,Boson给它取了一个名字“IMBY岩石”。
图 垃圾制氢获得的玻璃状岩石
该工艺获得的氢气、“绿色二氧化碳”和玻璃岩均可以被出售以赚取利润。该工艺每吨废弃物将产生大约100公斤的负碳氢气,并且每吨所需的可再生电力只是水电解产生绿氢的六分之一。惰性玻璃岩可用作水泥、混凝土和道路建设的工业集料。
2、沼气制氢
城康氢碳新材料科技有限公司将在湖北省襄阳市建成全球首个“垃圾制氢+碳资源化”绿氢绿炭工厂,这是全球首个采用“城市垃圾资源化制沼气——沼气资源化制氢固碳——加氢站”工艺建设的绿氢绿炭工厂示范项目,该项目成功将污泥与餐厨合并处置、制沼气、沼气制氢,制氢过程同步固碳生产炭黑、石墨、石墨烯。
图 沼气主要成分
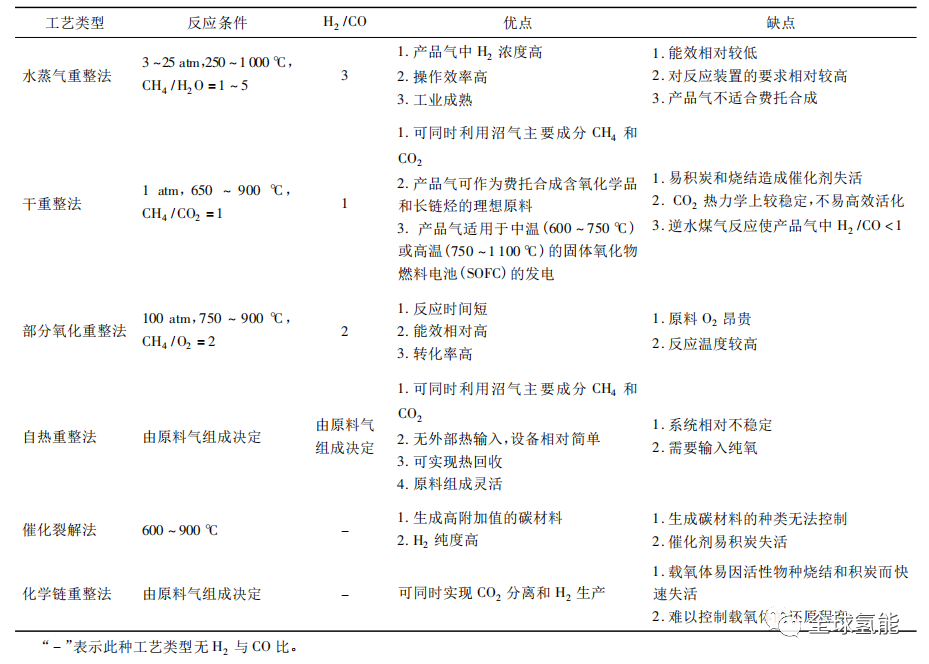
沼气的主要成分如图所示,沼气经过净化提纯后可以得到甲烷浓度为95%以上的生物甲烷,能够替代常规天然气用作民用燃料或工业用途。沼气制氢工艺包括水蒸气重整法制氢、干重整法制氢、部分氧化重整法制氢、自热重整法制氢、催化裂解法制氢和化学链重整制氢等。各种工艺简单对比如下图所示。
图 沼气制氢工艺对比。资料来源北京化工大学学报
国内外均认为蒸汽转化法制氢是以甲烷为原料生产工业氢为最佳方案,目前,通过甲烷蒸汽转化法制取的氢气约占氢气总产量的一半,可通过吸附强化实现二氧化碳原位脱除,提高制氢产率。沼气提纯后制取的生物甲烷可用做蒸汽转化的原料,将两种工艺结合可实现从沼气转化为氢气的过程,同时,将沼气先提纯再蒸汽转化的技术工艺流程较长,将沼气直接蒸汽转化制氢可以缩短工艺流程,从而降低投资与运行成本。
工艺一 沼气提纯与生物甲烷制氢
(1)沼气提纯制生物甲烷
沼气提纯制取生物甲烷主要方法有变压吸附法、膜分离法、水洗法等路线,其中膜分离法以提纯成本低、甲烷回收率高、运行维护方便等优势占据重要地位,以液化空气集团先进事业技术部的沼气膜提纯技术为例,该技术经过长期发展成熟可靠,两级膜分离系统甲烷回收率约96%——98%,三级膜分离系统甲烷回收率约99%,四级膜分离系统的甲烷回收率能够达到99.5%以上,产品甲烷浓度可以在95%——99%左右,根据需要控制。
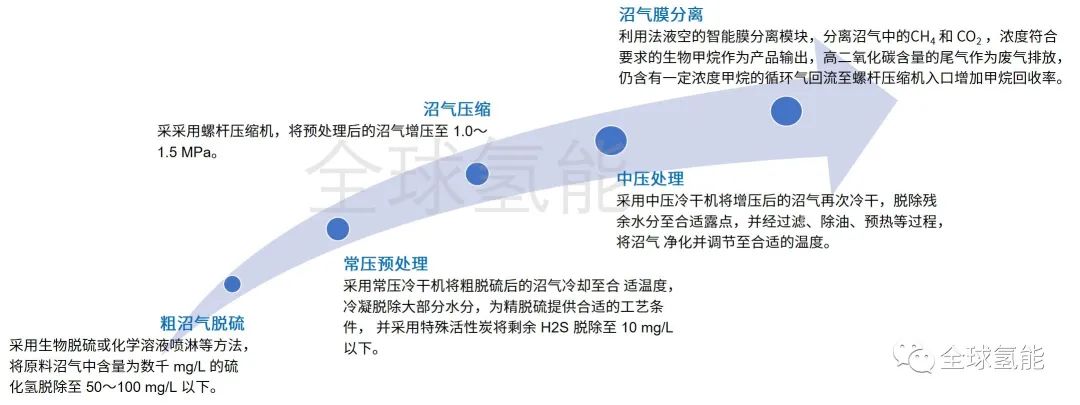
膜分离法的基本原理为沼气经脱硫、脱水、增压、净化后,在合适的温度与压力条件下,利用沼气分离膜的选择性渗透作用将甲烷和二氧化碳分离。具体工艺如图所示。
图 提纯制生物甲烷
(2)甲烷蒸汽转化制氢
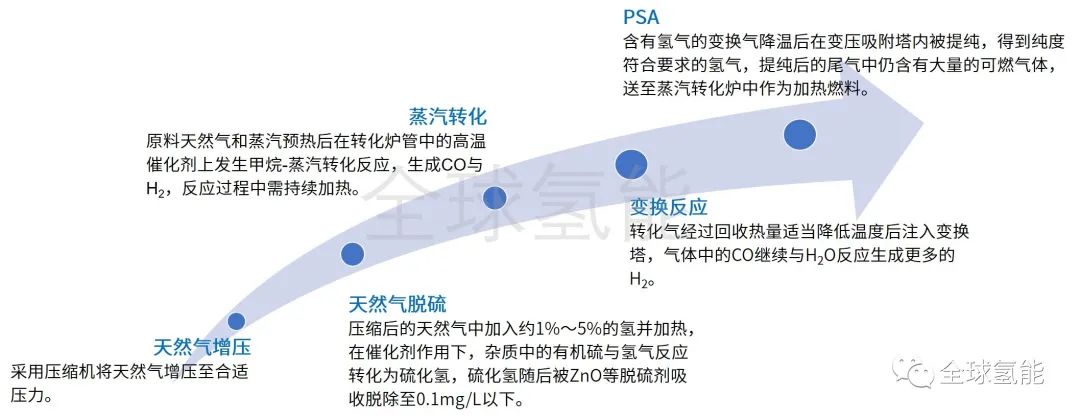
甲烷蒸汽转化+PSA提纯制氢技术成熟,工业中有大量应用。基本原理为天然气经过增压、加氢脱硫、蒸汽重整、一氧化碳变换、PSA等步骤,让甲烷与水蒸汽在催化剂与高温环境下反应生成氢气并提纯,得到纯度为99.9%以上的氢气。主要工艺过程如下所示。
图 甲烷蒸汽转化制氢
(3)沼气提纯与甲烷蒸汽转化联用
沼气膜分离法制取的生物甲烷中,主要组分及含量为如图所示,与常规天然气相比,甲烷含量基本一致,满足作为SMR制氢原料的条件。在两级膜分离工艺中,由于相对较低的甲烷回收率,提纯尾气中的甲烷浓度约为4%——8%,该尾气仍然具有一定的热值,可以与PSA尾气混合后作为天然气蒸汽转化炉加热燃料,原料沼气中的甲烷基本可以全部利用。
图 生物甲烷主要组分
在三级、四级膜提纯工艺中,甲烷的回收率较高,提纯尾气中的甲烷浓度约为1%——2%,该部分尾气热值较低,如果与PSA尾气混合做燃料,该部分甲烷燃烧产生的热量可能低于增加的废气带走的热量,一般直接排放,难以有效利用。且相较于两级膜分离,三级、四级膜分离需要配置的沼气膜数量几乎翻倍,提高了其投资成本,同时由于沼气膜数量增加后循环气量更大,增加了电耗,同样将提高其运行成本。
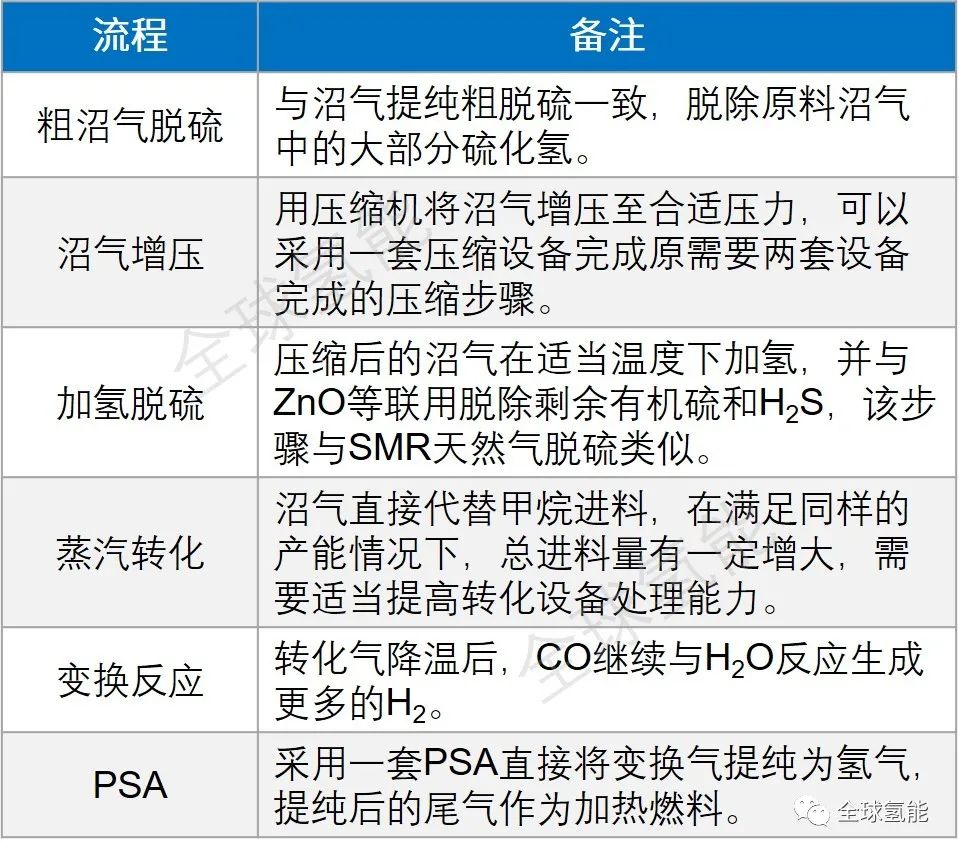
工艺二:沼气蒸汽转化制氢
将沼气先提纯再蒸汽转化的技术工艺流程较长,将沼气直接蒸汽转化制氢可以缩短工艺流程,从而降低投资与运行成本,沼气蒸汽重整工艺流程如下所示:
3、其他制氢方式
不同国家选择的制氢工艺有所不同,除了上述两种,还有其他垃圾制氢方式。
在英国,PowerhouseEnergy开发了一种名为“分布式模块化发电”(DMG)的技术,该技术将塑料、报废轮胎和其他通常不可回收的废物转化为合成气,可用于制造氢、电力和化学物质。每回收40吨垃圾(相当于装满两辆垃圾车),就会产生2吨燃料电池级氢气,81MWh的电力可并入当地电网或提供私人用电,也可用于社区供热或区域供热和制冷。垃圾中分解出来的合成气被用来为这个过程提供动力,使其成为一个自我维持的系统。
2021年,日本计划在东京湾附近兴建一座垃圾制氢工厂,每天可处理1吨干污泥,生产40——50千克氢气,足以为10辆乘用车提供燃料。目前,该工厂建设部分已经完工。据悉,除废水、污泥外,该工厂还可处理塑料、纸张、城市固体垃圾和其他垃圾,将垃圾加热至高温,使其转化为气体,然后从中提取纯氢。该设施通过闭环过程生产燃料。其工艺特点为以氧化铝球为加热载体,在热解炉中将氧化铝球加热至高温并使其与垃圾接触,从而产生富含氢气的气体。
澳大利亚筹备的第一座垃圾制氢工厂将通过移动喷射水平气化技术,专注于生产供家庭使用的氢。该技术可以减少氢的存储和运输成本,破除阻碍氢成为零排放能源载体的主要障碍。
美国生物科技集团计划的一家垃圾制氢工厂,位于洛杉矶北部城市兰开斯特。该厂可把废弃塑胶、纸张、轮胎与纺织品转化成氢气,预计在明年底投运、2023年全面生产。该厂采用的技术是在高温电浆炬中注入富氧气体,让废弃物在气化反应区域的催化室被分解成分子化合物,逐渐冷却后生成富含氢气的合成气。集团预计,该厂每天可以制造11000千克绿氢,是现有绿色制氢厂的3倍以上,每生产1吨氢气可减少23至31吨碳排放,其成本已经可与天然气制氢媲美。据悉,该制氢厂还将帮助兰开斯特每年省下210万至320万美元垃圾处理费用。
2021年9月,东方电气集团东方锅炉股份有限公司与重庆市潼南区人民政府签订了垃圾发电耦合制氢及氢能示范项目合作意向书,将环保和氢能结合到一起,建成后有望成为中国首个商业化垃圾制氢示范项目。
投资机构预测,目前全球氢能市场总价值约1200亿美元,到了2050年这一数字有望超过10000亿,制氢作为氢能产业链的关键环节,正迎来发展的新机遇,垃圾制氢作为当下新晋的节能减碳的方式,未来还有待检验。
参考资料
[1]李丽旻。 垃圾制氢不再“小众”[N]. 中国能源报, 2022-01-24(007)。 DOI:10.28693/n.cnki.nshca.2022.000162.
[2]仲蕊。 垃圾制氢前景可期[N]. 中国能源报, 2021-09-27(009)。 DOI:10.28693/n.cnki.nshca.2021.002232.
[3]丁川,羊省儒,李叶青,周红军,江皓,徐泉,冯璐。 沼气制氢工艺研究进展[J]. 北京化工大学学报(自然科学版),2021,48(05):1-10.DOI:10.13543/j.bhxbzr.2021.05. 001.
[4]周伟伟。沼气制氢工艺技术研究[J]. 化工管理, 2021(19):184-185+190.DOI:10.19900/j.cnki.ISSN1008 -4800.2021.19.085.
[5] 环球零碳-《零成本制绿氢竟然实现了!垃圾制氢突然风靡全球》